
Effective precision spindle bearing maintenance requires a strictly managed protocol: eliminating electrical erosion (EDM) caused by VFDs, maintaining P4/P2 class preload accuracy, and calculating precise lubrication intervals based on dn factors. Failing to address parasitic currents is the #1 cause of premature spindle failure today.
Why “Fixed” Spindles Fail Again (The Maintenance Gap)
Are you tired of customers complaining that a spindle you just repaired is “noisy” again after only three months? For a spindle repair shop or a maintenance manager, rework is a profit killer.
The reality is that replacing a bearing without upgrading the protection strategy is just resetting the clock on the next failure. This guide moves beyond basic “grease and go” tactics to cover the advanced engineering required to extend spindle life.
In this guide, we will cover:
- The Invisible Killer: How VFD-induced currents destroy steel surfaces.
- Precision Retention: Keeping P4 tolerances in a dirty environment.
- The Upgrade Path: Why insulated bearings are the only permanent fix for EDM.
The Short Life Paradox: Why Electrical Erosion is the Invisible Killer
You have sourced the best GCr15 steel bearings. You have applied the correct preload. Yet, the spindle fails in 2,000 hours instead of 20,000. Why?
The culprit is likely Electrical Discharge Machining (EDM) occurring inside the bearing. Modern CNC machines rely heavily on Variable Frequency Drives (VFDs) to control spindle speed. These drives create parasitic capacitive currents that seek the path of least resistance to the ground.
Unfortunately, that path often goes directly through the spindle shaft, into the rolling elements, and out through the outer ring.
1. The Mechanism of EDM in Bearings
When the spindle rotates, a thin film of oil creates a dielectric barrier between the balls and the raceway. However, VFD-induced voltage builds up on the shaft. Once this voltage exceeds the dielectric strength of the grease (often around 30-60V), it arcs across the gap.
This arc heats the metal to melting point temperatures instantly. It welds a microscopic pit onto the steel surface and burns the grease. Over time, millions of these micro-welds create the failure.
2. Recognizing the “Washboard” Pattern (Fluting)
How do you know if your last repair failed due to electrical erosion? You need to look at the raceways under magnification. Regular fatigue looks like spalling (chunks missing). Electrical erosion looks distinctive.
We call it “Fluting”. It appears as a rhythmic, washboard-like pattern of gray lines across the raceway. This vibration causes the “whining” noise that operators complain about long before the bearing actually seizes.
💡 Jessica’s Maintenance Note
Don’t trust your eyes alone. In the early stages, fluting is invisible to the naked eye. When we disassemble a “noisy” spindle at the repair shop, I always wipe the raceway with a white cloth. If the residue is black (carbonized grease) rather than metallic gray, and I see matte gray stripes under a 10x loupe, I know it’s an electrical issue, not a load issue.
3. Why Standard Steel Can’t Fight Back
Standard high-carbon chromium bearing steel is an electrical conductor. It has zero natural defense against these currents. No amount of lubrication can stop the voltage potential from building up.
To stop this cycle, you must stop the current from passing through the bearing. This is why we increasingly recommend insulated bearing solutions for machine tools during the rebuild process.

Accuracy Retention: Maintaining P4/P2 Tolerance During Operation
Precision bearings (ISO Class 4 or Class 2) are engineering marvels with tolerances measured in single-digit microns. However, P4 accuracy on the shelf does not guarantee P4 performance in the spindle.
The gap between potential and actual performance is defined by your assembly environment and thermal management.
1. The Clean Room Standard
A human hair is roughly 50-70 microns thick. The oil film separating your balls from the raceway at high speed is often less than 1 micron. This scale difference explains why “clean enough” is usually fatal for spindles.
- Contamination Sensitivity: A single dust particle trapped during assembly acts like a boulder on a highway. It indents the raceway with every revolution (brinelling), creating a permanent noise source.
- Assembly Protocol: Never unwrap a precision bearing until the exact moment of installation. Use lint-free gloves and ensure the mounting area is positively pressurized if possible.
2. Understanding Preload Sensitivity
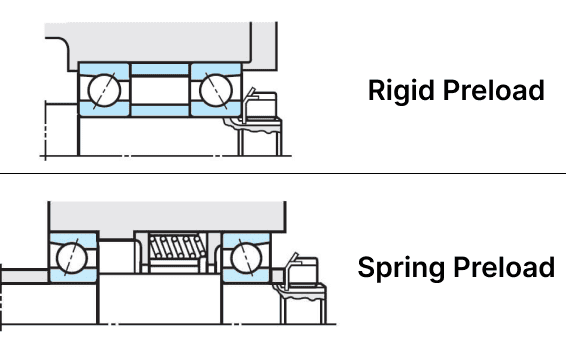
Preload prevents ball skidding and increases stiffness. However, it is a double-edged sword. In high-speed spindles, we typically see two types:
- Rigid Preload (Fixed Position): Offers maximum stiffness for heavy cutting but is unforgiving. If the spindle shaft expands thermally faster than the housing, the preload skyrockets, leading to rapid thermal seizure.
- Spring Preload (Constant Force): Uses coil springs or Bellville washers. It accommodates thermal expansion better, making it safer for high-speed applications (15,000+ RPM).
💡 Jessica’s Insight: The “Warm-Up” Rule
We often see spindles return for repair because operators go from 0 to 20,000 RPM instantly on a cold morning. This causes “thermal shock.” The inner ring heats up and expands before the outer ring, eliminating internal clearance. Mandate a 10-minute warm-up program (starting at 20% max speed) to allow thermal equilibrium before cutting metal.
Lubrication Management: The Lifeblood of High-Speed Spindles
For sealed, grease-lubricated spindles, the grease is a structural component, not just an accessory. Using standard lithium chassis grease in a high-speed spindle is a guarantee of failure.
1. High-Speed Grease vs. Standard Lithium
Spindle bearings operate at high dn factors (Bearing Bore × RPM). You must use greases specifically formulated for this, often with Barium Complex or Polyurea thickeners (like Klüber NBU 15 or equivalent).
These greases offer low starting torque and high stiffness, resisting the “churning” that causes heat.
2. The “Grease Fill” Precision
In standard motors, you fill the cavity. In precision spindles, less is more.
| Bearing Type | Recommended Fill (% of Free Space) | Risk of Overfilling |
|---|---|---|
| Angular Contact (High Speed) | 15% – 20% | High heat (Churning), Grease Bleed |
| Deep Groove (Medium Speed) | 30% | Moderate heat rise |
| Cylindrical Roller | 10% – 15% | Roller skidding if overfilled |
3. Replenishment Intervals
Do not guess. Calculate the re-lubrication interval (if the spindle allows) based on the operating hours and RPM. However, most high-precision angular contact pairs are “sealed for life.” Their life is the grease life.
Once the grease degrades (darkens/oxidizes), the bearing must be replaced. Flushing and repacking precision angular contact bearings is rarely successful in the field without cleanroom conditions.
Vibration Analysis: Detecting Early Warning Signs
Most machine operators rely on their ears. By the time a spindle sounds “bad,” the damage is catastrophic. To catch failures early enough to schedule downtime (rather than suffer emergency downtime), you need Spectral Analysis.
1. Spectrum Analysis Basics for Spindles
Vibration data isn’t just noise; it’s a fingerprint. Using an accelerometer and FFT analyzer, you can separate different mechanical faults based on frequency:
- 1x RPM: Usually indicates Imbalance (tool holder or spindle shaft).
- 2x RPM: often points to Misalignment or Looseness.
- Non-Synchronous Frequencies (BPFO/BPFI): These are the “Ball Pass Frequencies.” Energy here confirms a Bearing Defect (pit or spall).
2. Catching the High-Frequency Whine
Electrical erosion (fluting) creates a unique signature. It often manifests as a series of high-frequency harmonics, sometimes described as “haystacks” in the spectrum. Unlike a single spall (which hits once per revolution), fluting generates multiple impacts as balls roll over the washboard pattern.
3. ISO 10816 Standards vs. Spindle Reality
Standard ISO vibration charts are too lenient for precision machining. A generic motor might run fine at 2.0 mm/s velocity. A high-speed milling spindle running at 2.0 mm/s is likely destroying surface finish. Set your alarm limits much lower—often 0.5 mm/s to 1.0 mm/s—to protect P4 accuracy.
The Upgrade Strategy: Switching to Insulated or Hybrid Ceramic Bearings
If you are repairing a spindle that failed due to electrical erosion, putting the same steel bearings back in is negligence. The VFD environment hasn’t changed, so the result won’t change.
The permanent fix is to break the electrical circuit.
1. Why Ceramic Balls (Si3N4) are the Ultimate Fix
Hybrid ceramic bearings use standard steel rings but replace the rolling elements with Silicon Nitride (Si3N4) ceramic balls. This material is naturally electrically insulating.
This is not just a repair; it is an upgrade. By installing hybrid bearings, you eliminate the path for current to flow, stopping EDM dead in its tracks. This is the core technology behind our Insulated Bearings for Machine Tool Motors.
2. Converting the “Rebuild” into an “Upgrade”
For repair shops, this is a powerful upsell. Instead of quoting a standard rebuild that competes on price, quote a “High-Performance Upgrade” that solves the root cause.
- Longer Life: Ceramic balls are 40% less dense than steel, reducing centrifugal force and internal heat.
- Higher Speed: They can run 20-40% faster than steel equivalents due to lower friction.
- Zero Current Damage: No fluting, no noise, no premature failure from VFDs.
3. Technical Comparison
| Feature | Standard Steel (52100) | Hybrid Ceramic (Si3N4) |
|---|---|---|
| Electrical Conductivity | Conductor (Vulnerable) | Insulator (Immune) |
| Density | 7.8 g/cm³ | 3.2 g/cm³ (Lightweight) |
| Thermal Expansion | High | Low (Stable Accuracy) |
| Hardness (Rockwell C) | 60 HRC | 75+ HRC |
ROI Analysis: The Cost of Downtime vs. The Cost of Upgrade
When you look at the price tag of a hybrid ceramic or insulated bearing, it might be 30-50% higher than a standard steel equivalent. However, looking at the sticker price is a novice mistake.
The real cost is in the downtime.
1. The Hidden Cost of a $500 Bearing Failure
Let’s break down the math for a typical CNC machine tool failure:
- Bearing Cost: $500 (Standard) vs $750 (Insulated/Hybrid)
- Technician Labor (4 hours): $600
- Machine Downtime (4 hours @ $150/hr): $600
- Lost Production/Scrap: Variable (often $1,000+)
If the standard bearing fails early due to EDM (electrical erosion), you pay that $2,700 bill twice. The “savings” of $250 on the part just cost you $2,700 in reality.
2. Repair Shop Perspective
If you run a spindle repair business, your reputation is your currency. A warranty claim (rework) kills your profit margin instantly.
By upgrading the customer to insulated bearings, you virtually eliminate the risk of electrical failure. You aren’t just selling a part; you are selling uptime insurance. This justifies a higher service fee and builds loyalty.
3. Conclusion
Precision spindle maintenance isn’t about fixing things when they break; it’s about engineering them to last. By understanding the threat of VFD currents, maintaining strict cleanliness for P4 tolerances, and upgrading to modern hybrid materials, you turn a recurring headache into a reliable asset.
Stop the Cycle of Spindle Failures
Is your CNC equipment suffering from unexplained noise or premature bearing failure? Don’t just replace the bearing—upgrade the system.
Contact TFL Bearing’s engineering team today to identify the right Insulated or Hybrid Ceramic solution for your specific spindle.
Get a Spindle Upgrade Quote »
Frequently Asked Questions
What is the run-in procedure for new spindle bearings?
Never run a new spindle at full speed immediately. A proper run-in procedure starts at 10-20% of maximum RPM for 15-30 minutes, increasing in 10% increments. This allows the grease to channel correctly and the temperature to stabilize, preventing thermal shock.
How do I know if my spindle failure was caused by VFD currents?
Disassemble the bearing and inspect the raceways. If you see a “washboard” or “fluting” pattern (parallel gray lines), this is the definitive sign of electrical erosion caused by VFD currents. Standard fatigue spalling looks like random pitting.
Can I mix grease types in high-speed spindles?
Absolutely not. Different thickeners (e.g., Lithium vs. Polyurea) can react chemically, turning the grease into a hard solid or a runny liquid. Always clean the bearing thoroughly before changing grease types, or stick to the manufacturer’s specification.
Why are hybrid ceramic bearings better for spindles?
Hybrid bearings use ceramic balls which are lighter, harder, and electrically insulating. They generate less centrifugal force at high speeds (reducing heat), are stiffer (improving accuracy), and are immune to electrical erosion from VFDs.